This is a continuation of the Aerosol Anatomy series, which focuses on dissecting and examining various technical topics in aerosol technology, including product development, new technology, components of the aerosol system, quality control and other related topics of interest to formulators and manufacturers of aerosol products.
The aerosol valve stem gasket, a small ring-shaped piece of flexible elastomer material, is often taken for granted, but is a vital part of every aerosol valve. Consider that the stem gasket must survive extreme chemical conditions since aerosol products can often be acidic or extremely caustic, such as oven cleaner. Aerosol formulas may also combine aggressive solvents with high solids levels, such as high-hold hairsprays. The stem gasket must not only survive in these varied and oftentimes harsh chemical environments, but, in addition, must not soften, harden or crack. Any of these changes in the material may cause improper valve functioning and/or loss of seal and product leakage.
Also consider that this gas-tight seal must remain effective over hundreds of product actuations, and must continue to function flawlessly after exposure to a range of temperatures, from freezing in the back of a delivery truck in Minnesota to a 11O+ ºF warehouse in Arizona.
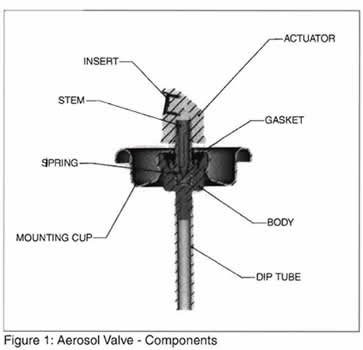
Figure 1 shows the general configuration of an assembled aerosol valve. Note that the stem gasket is located at the top of the mounting cup pedestal and encircles the valve stem.
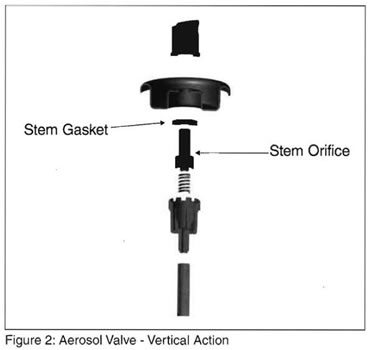
Stem gaskets provide two primary functions in an aerosol valve system. The first is to provide a gas-tight seal, preventing loss of propellant and product concentrate through the valve system. The second function, which is not quite as obvious, is that the stem gasket allows the "on-off" function of the valve. This is accomplished by blocking the product flow through the valve when the valve is in the "normal," or closed, position. Figure 2, an "exploded" version of a valve system, shows the location of the stem orifice. When the actuator is depressed, and the valve spring is compressed, the stem orifice is uncovered, providing a connection between the (pressurized) contents of the can and the atmosphere. The pressurized contents then flow through the valve system and exit the container. The exiting product stream can be highly customized in terms of flow rate, spray pattern and particle size distribution. This, however, is for another article.
When the consumer releases the actuator, the valve spring provides the force to close the valve. Product flow is stopped as the stem gasket again covers and seals the stem orifice.
Weak Link
The stem gasket can be considered as the potential "weak link" in an aerosol valve system. This means that when there are quality issues, especially those reported in the "does not spray" category, one would first look to valve functionality, and, more specifically, focus on the stem gasket. For example: initial investigative questions in the analysis of a "can does not spray" complaint, focusing on the stem gasket, might include:
- Did the stem gasket allow product/propellant leakage to occur? Or, was insufficient propellant charged into the can during production?
- If the product contains solids, was the sealing integrity stem gasket compromised by the build up of solids on and around the sealing surfaces of the gasket?
- If the formula contains aggressive solvents, did the gasket shrink and/or harden when exposed to the solvents, thereby resulting in an inability to provide a proper seal?
- Or, conversely, did the solvents soften and swell the gasket, causing blockage of the stem orifice even when the valve was fully opened, thus preventing product flow through the valve system?
Typically, one of these analysis paths leads to the problem. The root cause, however, may be somewhat more elusive. Areas to probe could include:
- Reviewing the original gasket swell and approval testing conducted by the valve manufacturer.
- Is the correct gasket material present in the subject valve?
- Were there any changes in the formula, or propellant, which may have contributed to the problem?
- Were there any changes in the elastomer's composition instituted by the gasket manufacturer?
Note: valve companies all purchase stem gaskets from external vendors.

Valve Gasket Testing
The best way to head off some of these problems is to pay a good deal of attention to the selection and approval testing of stem gaskets in the development of the aerosol product. Valve companies will do most of the upfront work here. In the development of an aerosol valve system for a specific product, the product concentrate is sent to the valve company along with an "
aerosol fill formula," which specifies the propellant to be used and the concentrate-to-propellant ratio. The customer will also supply the target spray performance characteristics, such as spray rate, spray pattern and particle size (fine / coarse spray). Alternatively, the desire may be to match the spray performance of a competitive product, in which case the spray characteristics of the competitive product are evaluated and used as the target specification for valve system development. The valve company will then develop a valve system using the supplied guidelines. This is a cyclic process, often requiring several iterations before a "final" valve specification is approved by the customer.
Concurrent with spray performance testing, the valve company will also determine a suitable stem gasket. This testing consists of exposing the product formula to a series"of available gasket materials-typically Buna, Butyl, Neoprene and Viton. Initial (time zero) test readings include gasket thickness and durometer measurements. Durometer is the relative hardness of the gasket material. After baseline measurements are taken, the gaskets are placed in a container and submerged in the formula. In some cases, the propellant is also included in the test and a sealed aerosol can is used to contain the formula + propellant + test gaskets. The sample set is re-evaluated at seven and 30 days. At these intervals, the gasket thickness and durometer are determined and recorded. After the 30 day (final) readings are obtained, the data is analyzed, and the valve company recommends a specific gasket material suitable for the given formula.
Unfortunately, many consulting projects involve the analysis mentioned earlier-looking for the root cause of a significant rise in "does not spray" complaints. Often, the root cause was that the client decided a change to an existing formula "was just minor" and "of course, the same gasket would work." Wrong.
The strongest point that I can make is to always re-test stem gasket compatibility when any changes are made into a formula and/or propellant. Even minor formula changes can alter the sealing properties of the gasket material.
In Part 2, areas covered will include how stem gaskets are supplied to valve companies, what quality criteria are used to evaluate gaskets before they are used in valves purchased and more about how to proactively prevent problems and minimize consumer complaints related to aerosol valve gasket issues.



